Brief Introduction of Electric Concrete Trailer Pump:
Concrete pumps are widely used for the construction works in city construction, bridge construction, electric power and other energy source facilities etc. Concrete trailer pumps are also used for the conveying of fine stone concrete, fire-resistant and heat-insulating materials in various construction projects; the delivery of afforesting soil in eco-environmental construction; the pressure grouting of various basic piles.
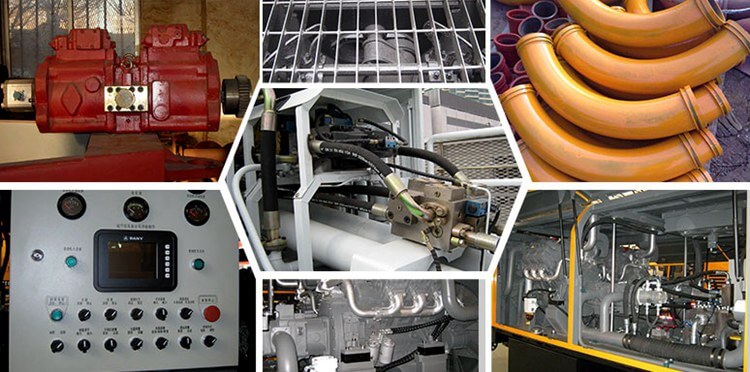
The hydraulic system adopts double-pump double-circuit, and the pumping unit adopts the original high-pressure and large displacement variable oil pump.
Features And Advantages of Concrete Trailer Pump:
High efficient hydraulic system with new high-speed commutation mode, which makes the pump commutation efficiency increase by 12%.
Large displacement pumping system makes the suction efficiency increased by 6%, to meet the needs of a variety of working conditions.
Overall hydraulic reversing open system has the advantage of high cleanliness of hydraulic oil, low oil temperature and small impact on commutation.
Master cylinder seal adopts waterproof technology, which can effectively prevent water from entering the hydraulic system, to prevent hydraulic oil emulsification.
Advanced S tube valve enjoys the advantages of good sealing, while quick-wear parts are economic and durable, easy to replace.
Hydraulic and electrical main components use internationally renowned brands with high reliability.
Delivery of Concrete Trailer Pump:

 Russian
Russian
 French
French
 Chinese
Chinese

.jpg)